
Преглед
Машинният инструмент с ЦПУ е интегрирано приложение на механични, електрически, хидравлични, пневматични, микроелектронни и информационни и други технологии като един от електромеханичните интеграционни продукти в механичното производствено оборудване с гъвкави, универсални, високопрецизни, високо- ефективност "гъвкаво" автоматично производствено оборудване, то ще обработва различните необходими операции и стъпки и формата и размера на работния детайл, с цифров код, Чрез управляващата среда в устройството за цифрово управление, устройството за цифрово управление към входната информация обработка и изчисление, система за командно управление и задвижващи компоненти, автоматична обработка на необходимия детайл. Техническото ниво на металорежещите машини и неговият процент в производството и общата собственост върху металорежещи машини е един от важните показатели за измерване на общото ниво на национално икономическо развитие и промишлено производство на дадена страна. През последните години делът на CNC машинните инструменти в китайските предприятия се увеличава всяка година и се използва повече в големи и средни предприятия, а също така обикновено се използва в малки и средни предприятия и дори отделни предприятия.
Изисквания към процеса на CNClathe
- Когато детайлът се обработва от CNC струг, количеството на захранването е голямо, скоростта на обработка е ниска и процесът на обработка има ударно натоварване поради неравната повърхност на детайла.
- Довършване на струг, количеството на захранването е малко, за да се осигури ефективност на обработката, скоростта на обработка е висока.
- Двигателят на шпиндела трябва да има ниска скорост и висок въртящ момент, да е стабилен и да работи с висока скорост.
- Получаването на аналогови сигнали изисква висока линейност и ниско натоварване.
- Шумът на двигателя е нисък и смущенията в оборудването за автоматизация на системата са малки. Ускорявайте и намалявайте възможно най-малко.
Предимства на продуктите от серията CNClathe KD600
Високопроизводителният векторен инвертор от серията Kd600 използва усъвършенствана технология за контрол на потока, въртящият момент на двигателя при ниска скорост е голям, точността на скоростта е висока, цената е разумна, функцията е завършена, с моментална обработка при прекъсване на захранването и функция за проследяване на скоростта и стартиране отново , за да се гарантира, че системата за постигане на механизъм за непрекъсната работа, за да се гарантира, че двигателят работи в състояние на най-висока ефективност, следователно, използването на високоефективен векторен инвертор от серия KD600 вместо AC серво система на шпиндела е най-добрият избор за индустрията за металорежещи машини. Инверторът от серия KD600 има следните характеристики:
- Уникална технология за слабо магнитно управление: може да бъде добър контрол на нискочестотен двигател с голям въртящ момент, може да работи в 0 ~ 600Hz.
- Бърза стабилна скорост на спиране: технологията за спиране на забавяне на магнитния поток може да накара двигателя да забави и да спре за по-кратко време.
- Точност и стабилност на скоростта: линейността на настройката на скоростта е добра, точността на стабилността на скоростта е висока и флуктуацията на скоростта е в рамките на 5/1000 при промяна на натоварването.
- Отлична производителност при ниски честоти: Оптимизиран алгоритъм за векторно управление без PG, ниска честота 1Hz до 150% номинален изходен въртящ момент, за да се осигури силна сила на рязане по време на обработка на заготовки.
- Осигурете множество режими на въвеждане на честота: 2 източника на напрежение 0 ~ 10V или -10V до +10V вход, 1 източник на ток 4~20mA или 0~20mA вход.
- Широка гама от приложения на мрежово напрежение: Усъвършенстван дизайн на импулсно захранване може да се приложи към различни мрежови среди.
- Изискан производствен процес: възприемете уникален процес на удебеляване на покритието, въздуховодът е напълно изолиран от вътрешната печатна платка и има силна адаптивност към тежката физическа среда като метален прах, корозивен газ и влажност.
- Вградената верига за абсорбиране на теч значително намалява токовия удар на човешкото тяло, когато корпусът на оборудването е зареден.
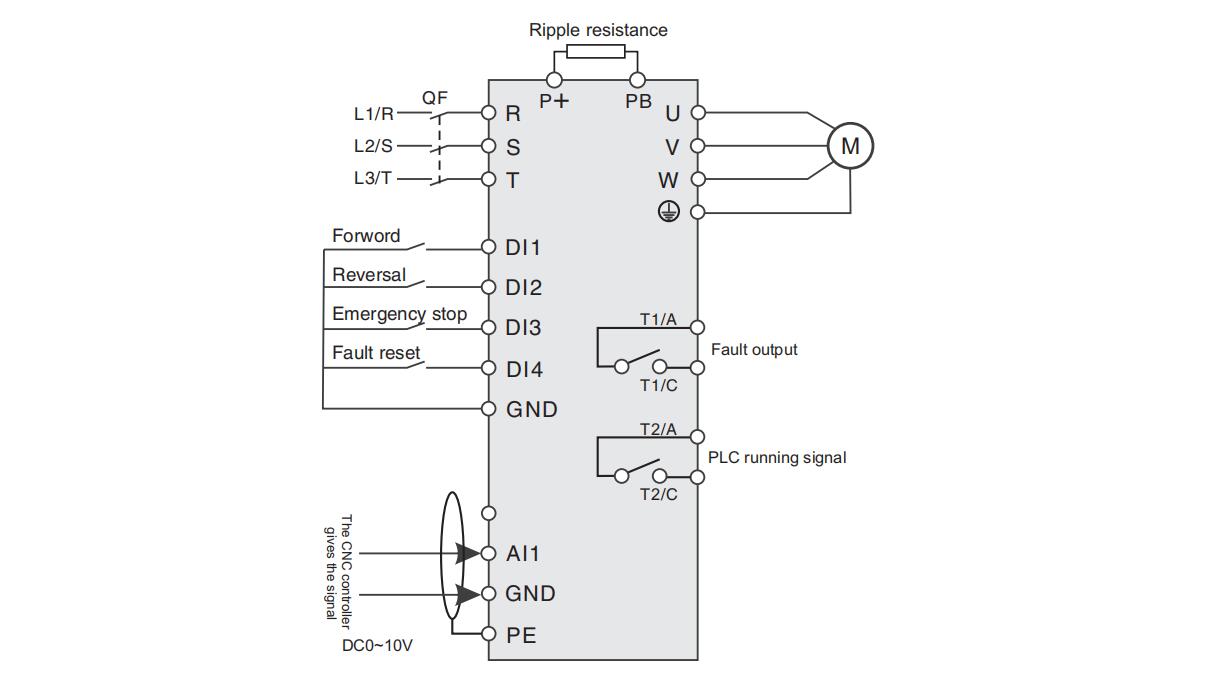
Основна електрическа схема
Настройки на параметъра и описание
| Настройка на параметрите | Инструкции | Настройка на параметрите | Инструкции |
| P0-03=1 | Няма PG векторен режим | P4-01=11KW | Номинална мощност на двигателя |
| P0-04=1 | Външният терминал стартира или спира | P4-02=380V | Номинално напрежение на двигателя |
| P0-06=2 | Дадена е аналоговата величина AI1 | P4-04=22.6A | Номинален ток на двигателя |
| P0-14=150 | Максимална изходна честота | P4-05=50Hz | Номинална честота на двигателя |
| P0-16=150 | Горна граница на работната честота | P1-06=1435RPM | Номинална скорост на двигателя |
| Р0-23=1,0 | Време за ускорение | P6-00=2 | Изход за грешка |
| Р0-24=0,8 | Време за забавяне | P6-02=1 | Работещ честотен преобразувател |
| P5-00=1 | Бягане напред | P5-01=2 | Обърнато бягане |
| P4-01~P4-06 параметри на двигателя, моля, въведете точно | |||
Резултат от отстраняване на грешки
Доказано е, че високопроизводителният векторен честотен преобразувател от серията KD600 може напълно да отговори на изискванията за управление на шпиндела на машинния инструмент. KD600 приема водещия режим на векторно управление без PG, който може плавно да изведе 150% въртящ момент дори при работа с ниска скорост (ниска честота), за да отговори на нуждите за обработка на различни части и може напълно да замени традиционната шпинделна структура на търкалящи лагери и този шпиндел структурата е проста, компактна и може да постигне истинско безстепенно регулиране на скоростта. Скоростта на този шпиндел се управлява от външен аналогов сигнал, за да се контролира изходната честота при различни процеси на обработка (напр. Груба обработка, довършителни работи и т.н.), които се нуждаят от различна скорост, в този момент системата за цифрово управление може да извежда различни аналогови сигнали за напрежение към инвертор за постигане на различна скорост, а сигналът за стартиране и спиране също се управлява от системата за цифрово управление, което подобрява степента на автоматизация и удължава експлоатационния живот на инструмента.

Време на публикуване: 17 ноември 2023 г